Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
rychlořezné oceli
pokud Rychlořezná ocel vyrobená práškovou metalurgií s dobrou
s 690 microclean
zaformování a odformování - KKS - Západočeská univerzita v Plzni
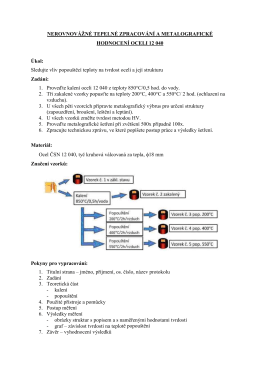
Technická zpráva-2011
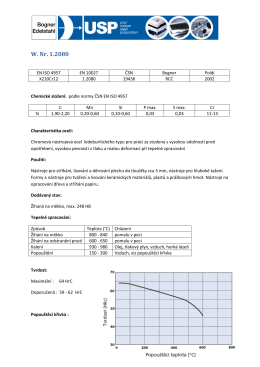
Materialovy_list_1.2080
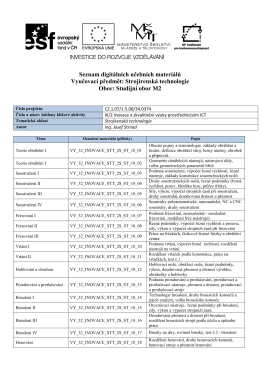
Seznam DUM
s290 microclean
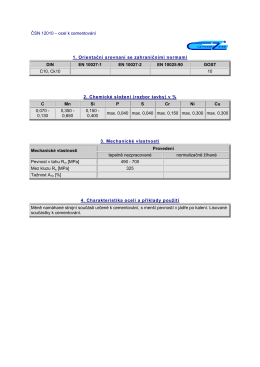
ČSN 12010 – ocel k cementování 1. Orientační srovnaní se
nástrojo vé oceli pro práci za studena
Tavič / pracovník licího pole
rychlořezné oceli
NABÍDKA POUŽITÝCH STROJŮ
nástrojo vé oceli pro výrobu forem na plasty
CPM® 1 V - Bolzano
Gigaset S790 – több mint telefon
LDHN W.Nr.
www.rti.zcu.cz RTI - Project participation proposal Page 1 of 2
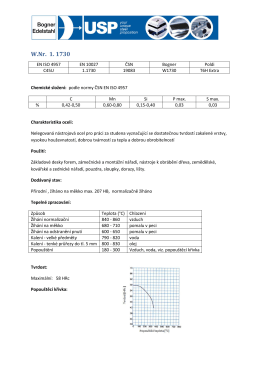
Materialovy_list_1.1730
Zmena objemu telies pri zohrievaní alebo ochladzovaní.
Tuhnutie prebieha za podmienok zemskej tiaže, preto sa v
nástrojo vé oceli pro výrobu forem na plasty
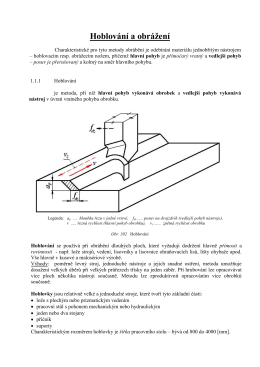
18. Ostatní technologie třískového obrábění