Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Návod ke zpracování
nate_bulletin2013_06_cz_web.pdf
การวัดความเสี่ยงและผลตอบแทนของกองทุนรวมตรา
M jak mieszkanie 02/2016 - HOME & STYLE Katarzyna Rohde
Objevte Matelac T
25% - Ambra SA
Montáž šroubení
Návod k instalaci
izolační materiály
Teknik Şartname - Sinop İl Milli Eğitim Müdürlüğü
Přesné trubky - HYDRAULICS sro
Katalog Lacobel
v id ite l n ě le p š í t H e R MO B e l A n t i- FO G - PLANIBEL ANTI-FOG
Solární systémy.pdf
ANTIBAKTERIÁLNÍ SKLO
STRA TOBEL STRA TOPHONE
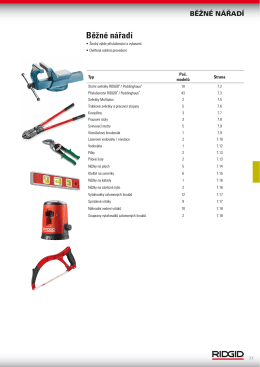
Běžné nářadí
Kuchyne 2012 - kypr – kuchyně a interiéry
RD 10
Podmienky pre montáž interiérových skiel (platné od 1.1
journal 2/2014 - Lafarge Cement a.s.
FA SÁ DY - YourGlass.com
Celý článek - Automobil Revue