Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
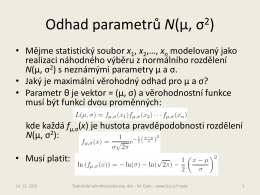
Studijní text [pdf] - Personalizace výuky prostřednictvím e
PRŮVODCE VZDĚLÁVÁNÍM PROFESIONÁLŮ PRŮVODCE
Document
Bartecky: SPOJENI ANSYS CLASSIC S AUTODESK MOLDFLOW.pdf
Stáhnout katalog
Index Cp Index Cpk kritický index spôsobilosti
Stáhnout katalog
ZDE - Mistry s Mistry
ZKOUŠENÍ TEXTILIÍ PŘEDNÁŠKA 3
kvalita
Ročník 25, číslo 3, září 2014 - Česká statistická společnost
Document
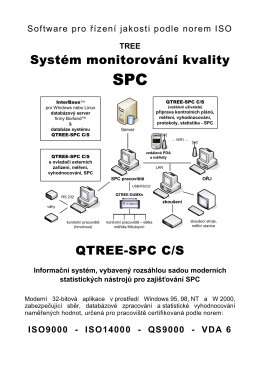
Systém monitorování kvality QTREE
Statistické minimum - Bohumil Minařík.pdf
Reportáže Reportáže a další zajímavosti ze světa
Ukázka stran
DNV Akademie Naše zkušenosti pro Váš růst
pravidla_pro rok 2017.
1 Základní statistické pojmy, charakteristiky souboru
FMEA,QFD.pdf
Untitled - Alphanumeric Journal
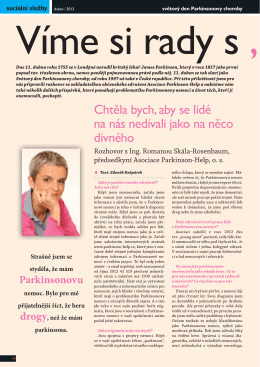
Chtěla bych, aby se lidé na nás nedívali jako na něco
Karin Martínková / Teva