Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Robotizované pracoviště žárového stříkání
CISL 2014 is hosted by - Ústav jazyků a komunikace neslyšících
Specifikace - Zeppelin SK
Foundation Speed Profile - Prezentace
HLAVNÍ VÝHODY Nepostradatelný nástroj pro profesionální malování
Sazebníku výše úhrad nákladů spojených s poskytováním služeb
fischer FHB II
Bonderite® 1455 utěrky
Istruzioni per l`uso
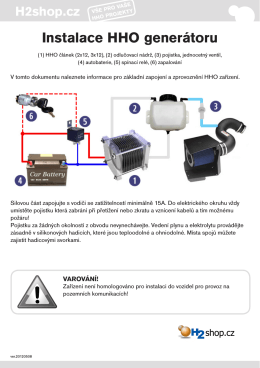
Návod na instalaci (PDF)
PŘEHLED SORTIMENTU
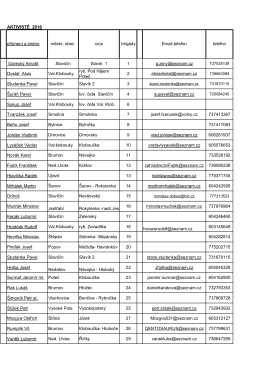
aktiviste 2016
Josef Jonáš ví z praxe: „Když těhotná žena konzumuje hodně
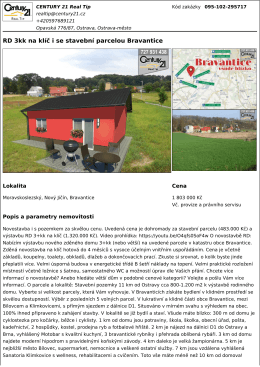
RD 3kk na klíč i se stavební parcelou Bravantice
Odsiřování spalin
300733CS Classic PC
Alfipas 7816 - Povrchové úpravy
Obvodný úrad životného prostredia Šaľa
Igra u kojoj svi gube
Orientační ceník
Všeobecné prodejní a obchodní podmínky 2015
Jotun Thinner No. 17
Jotun Thinner No. 2