Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Návod - EKOBAL
nate_bulletin2013_06_cz_web.pdf
09.05.2014 ta brigady 1914 - ICM
Spektrum 4/2012
OBS ROTOMATIC
Arthur Krupp - BAGUETTE
Automatizace, manipulace
Dekantační odstředivky PBS Velká Bíteš
ATOLLO - Alstom
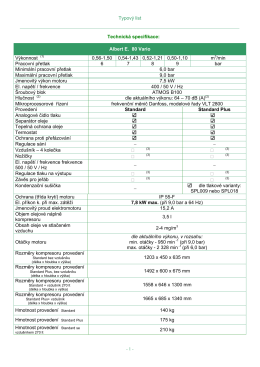
Typový list Albert E. 80 Vario Výkonnost (1) 0,56-1,50 0,54
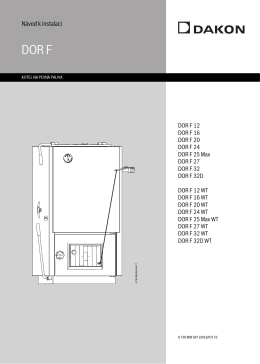
Návod k instalaci
Označování a balení dle Nařízení CLP
Prospekt
2012 TAROPAK - Złoty Medal - opisy produktów
HELIOS TMAVÝ PLY NOVÝ TR UBKOVÝ INFR AZÁŘIČ
4 VNF B 402 - Tesla Stropkov
WORKSHOP STARÉHO ŽELEZÁŘSTVÍ
průtažné stretch fólie
Bosch novinka - az
10 Analogově – číslicové a číslicově – analogové převodníky
Ovíječ CST 201
STRUČNÝ NÁVOD K OBSLUZE Kolová rotační sekačka
czech top 100 forum | jaro 2013