Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Pozvánka - Český porcelán as Dubí
potraviny a výživa - střední škola společného stravování, ostrava
Mitické novinky - Obec Trenčianske Mitice
Bulletin_Zabreh_15_073.13 MB
Pohřešovaného policie hledala znovu po roce
Základná škola s materskou školou Nitrica
Výroční zpráva sklářského a keramického průmyslu ČR za rok 2011
Internetový portál Tretiruka.cz (www.tretiruka.cz) pomocná (třetí
Část 6 studená recyklace
kompletní program ke stažení
Pozdně gotický vápencový epitaf bratří von Wald ze - arte-fakt
Zítra začíná Reklama
Příloha - Vítkovice, a.s.
Manuál pro napojení IS K2 na e
NABÍDKA PRAVIDELNÉ ČINNOSTI
Srdečně Vás vítáme u kávovaru
Patrik Falhauer – Za linií: prostor Hraničářského pluku 4
Výsledky první poloviny roku 2012 Pět let bez úrazu zaměstnance
Pigmenty FEPREN lámou další bariéry kvality
bytová družstva SVJ správa domů
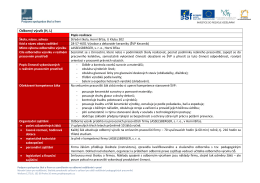
Odborný výcvik (H, L)
Základní škola, Trutnov 2, Mládežnická 536
Katrová pila (skanzen Veselý Kopec)