Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
«Alçak Basınç Döküm Prosesinde Kullanılan Kalıp
Personel Ders Verme Başvuruları Sonuçları
Kongre Programı
Feeding Systems 2014 01
BTS SER Company d.o.o. Beograd na Sajmu tehnike Na Sajmu
Stratejik Plan - Milli Eğitim Bakanlığı
İçindekiler / Contents
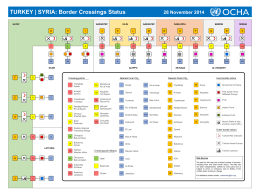
TURKEY | SYRIA: Border Crossings Status
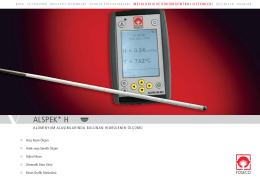
ALSPEK H 2014 01
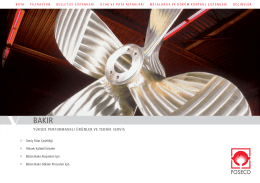
Copper 2014 01
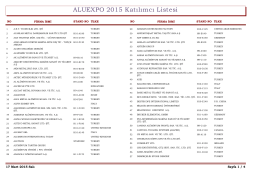
Katılımcı Listesi
MSI DC 2014 01
Ders 9 - Dağıtık Veritabanı ve Oracle RAC - Altan MESUT
Adı Öğrenci No Bölümü Okulu Sorumlu Öğretim Elemanı ALİ CAN
Katılımcı Listesi
Alçak Basınç Döküm Prosesinde Kullanılan Kalıp
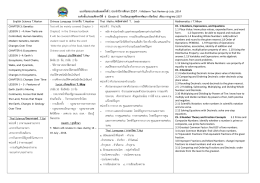
6 Midterm แนวข้อสอบ ภาคเรียนที่ 1 ป.6 2557
Turkcast Issue #43 - Türkiye Döküm Sanayicileri Derneği
lipid metabolizması-7 MAYIS 2014
Slayt 1 - Jeoloji Mühendisliği Bölümü
MTS 1500 2014 01
Afinaj Operatörü
NPTEL COURSE ON MATHEMATICS IN INDIA: FROM VEDIC