Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Hazardous properties
Commonwealth Business Forum 2015 Tuesday 24 November
Untitled - Związek Kompozytorów Polskich
1st international conference 15 May 2013 The New Brno Town Hall
Lämmersalat Arnoseris minima - des Bayerischen Landesamt für
ความหมายของดิน - มหาวิทยาลัยราชภัฏนครปฐม
Pobierz plik PDF - Izba Gospodarcza Energetyki i Ochrony Środowiska
ujeżdżenie
Ústav geotechniky Slovenskej akadémie vied Košice Watsonova 45
Výročná správa 2013 Annual Report 2013
학습자 주도적 어휘 학습 자료 개발 방안
Kömür Raporu - ipc - Sabancı Üniversitesi
Voir l`offre - Centre de recherche en aménagement et développement
Ecophysiological and biochemical traits of three herbaceous plants
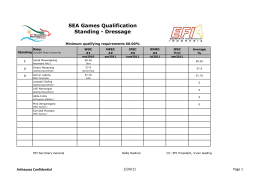
Standing Dressage-SEA Games Qualifications2011.xlsx
najazdy specjalne - części i akcesoria
Lista domów maklerskich uczestniczących w konsorcjum, ich strony
br.2
İlk Sayfalar - Bitlis Eren Üniversitesi
Rigid3D Kullanım Kılavuzu
www.gcmrecycling.com / www.gcmgeridonusum.com
Olgu sunumu - Dokuz Eylül Üniversitesi Tıp Fakültesi
ÇAKMANUS Fan ve Filtre Teknolojileri