Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Výroba a regenerace forem a jader rychle a ekologicky
ISO 9001 - KOVOBRASIV Mníšek, spol. s ro
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
Číslo 2 Ročník XX. Červen 2014
Myslíme i na nebezpečí Chráníme Vás Reach New Age
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
červenec-srpen - Město Bechyně
Divize výroby SoučáStí funguje na tříSměnný provoz
Drain Lift S
Ocelové průchozí
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
5-6/2012 - Plasty a kaučuk
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
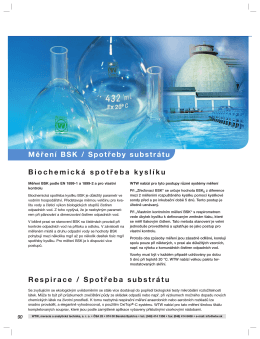
Strana 90-107 BSK, respirace
Slévárenství
Vratěnín - Graselovy stezky
Koncepcia rozvoja podniku SLOVENSKÉ CUKROVARY s.r.o. Sereď
Zobacz - Antimicrobial Copper
2/2014 - Dolní Kounice
null
Příloha č. 3 - Materiálové laboratoře Chomutov sro
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000161795_1-51241943b580847638a126b2c08bca95-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000140172_1-3d21a0ce124cd04397ef01ca11bb6f76-260x520.png)

![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000171279_1-7e70a86d6e189d8333c5fd13850b6db4-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000139236_1-146322789d128863278c5dda7bb02136-260x520.png)



![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000143650_1-f7ce1afcb22eecfccbfd393c61476f92-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000167536_1-87bd3ab38e45b0b0fd89c7fe4cdd9775-260x520.png)