Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
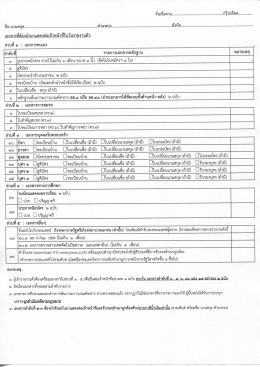
drugi zadatak - www.prekucavanje.wordpress.com
Q"ui,l3j^TU niiJi^a^
İÇİMİZDEKİ ANNE - Psikoterapi Enstitüsü
univerzitet u banjoj luci mašinski fakultet oprema u laboratoriji
UPRAVLJANJE PROCESIMA
Preuzmite Su Nedeljnik
SIX SIGMA U BANKARSTVU
Gelenek, Hassasiyet ve Yenilik
Dünya prömiyeri - DMG MORI Türkiye
Uputstvo za koristenje proizvodnje
Unlocking the FUtUre
Preuzmite uputstvo
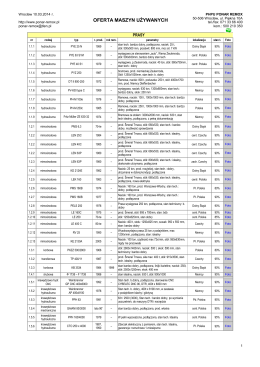
OFERTA MASZYN UŻYWANYCH - ponar