Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Пројектовање технолошких процеса
New plan1.cdr - Bakubuild.az
Slovenská technická univerzita v Bratislave Fakulta
D1. Algebra macierzy
Kuvvet Yöntemi
BÖLÜM 6 - bilgisayarıma indir
Improvement of Improvement of Product Development in
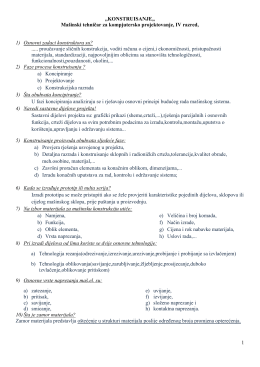
1 ,,KONSTRUISANJE,, Mašinski tehničar za kompjutersko
PxC_alati_ flajer 2014
YAĞ ASİTLERİ
NEKE DEFINICIJE: Računar je uređaj opšte namene, koji služi za
Vežba 10
Malzeme Güvenlik Bilgi Formu MSDS_TR
MSDS - Shell
235-616
7132-Masinstvo-Istrazivacki rad u masinstvu (457
Podręcznik użytkownika Yealink SIP-T20P
Linie wpływu - wykład 8
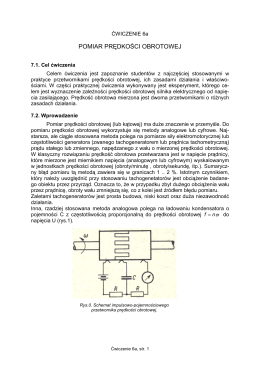
POMIAR PRĘDKOŚCI OBROTOWEJ