Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Микроструктура и механичке особине никал-хром-бор
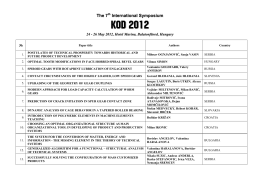
KOD 2012
Issue 4 - 45 Event Agency อีเว้นท์ เอเยนซี่ งานอีเว้นท์ กิจกรรม โปรโมชั่น
TECHNICKÉ INFORMACE
Ocak-Şubat - Ankara Sanayi Odası
4/2015
information leaflet in version for viewing in PDF
číslo 5 a 6 - Strojírenská technologie
MACHINE AND BENCH VISES
BICYCLE USER MANUAL คู่มือการใช้จักรยานพับ 20” SPORT EDITION
fren disklerine alev püskürtme ve ergitme kaplama yöntemi
Starenje koze
yapılarınızı sessize alın