Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
9(2 - GenDocs.ru
ZAWARTOŚĆ STRONTU-90 W NIEKTÓRYCH GLEBACH W
2014_01 brochure S65 S125.indd
International – model ICZ 5120 Upper conditioner
AVA - Ventra
ŹR ÓDŁA ŚWIA TŁA ŚWIETLÓWKI LED
TIG TORCHES CZ-PL-RU
GENERAL CATALOGUE
International – model ICZ 5430 Humidifier for heels
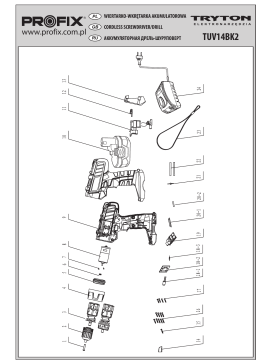
TUV14BK2