Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
TEHNIČKI UVJETI ISPORUKE ZA TLAČNE CIJEVI I FAZONE OD
Flyer - Kanton Basel
delta sistem
SYSTEMY COKOŁÓW REHAU
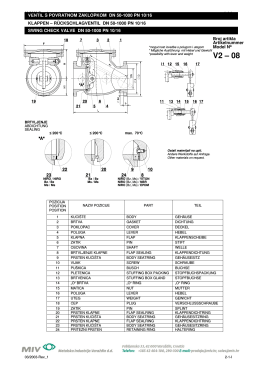
V2 – 08
alp stone - Ermes Ceramiche
STEP 1:
pobierz zaproszenie pdf
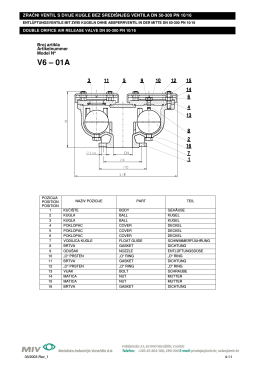
V6 – 01A
SYSTEM mobi
Pogledaj - SV Line
PREISLISTE(13.03.2014)
almanya basin değerlendi̇rmesi̇ ts-ber/2014/07
6 POVRCHOVÉ ÚPRAVY - DUKTUS litinové systémy sro
Adell Product Brochure, 2015
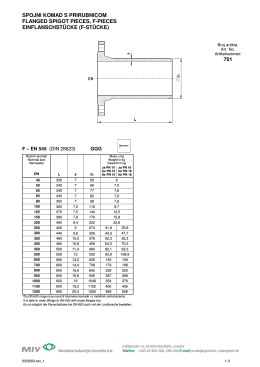
701 SPOJNI KOMAD S PRIRUBNICOM FLANGED SPIGOT PIECES
Dávkovače vody
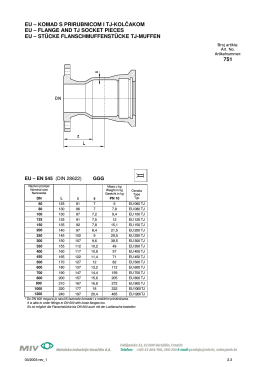
komad s prirubnicom i tj-kolčakom eu – flange and tj socket pieces
Cenník Sopro 2013
První číslo newsletteru Duktus (ke stažení ve formátu PDF)
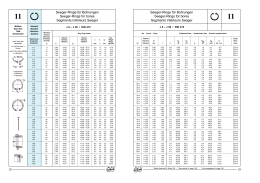
Seeger-Ringe für Bohrungen Seeger-Rings for bores
dizel yakıt performans iyileştirici
vintage - Byrd Tile