Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
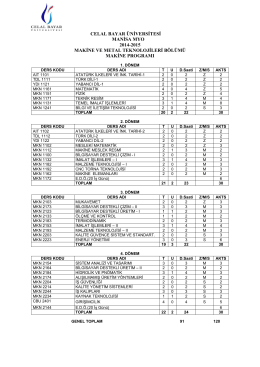
Alışılmamış Üretim Yöntemleri
celal bayar üniversitesi manisa myo 2014
Ders 1 - Yrd.Doç.Dr.Fatih AY
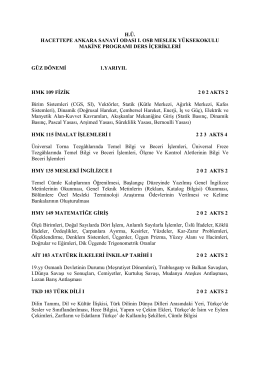
ders içerikleri - Hacettepe Meslek Yüksekokulu
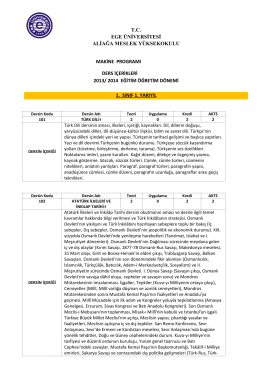
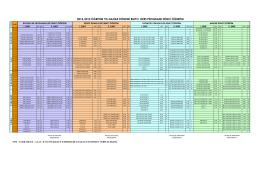
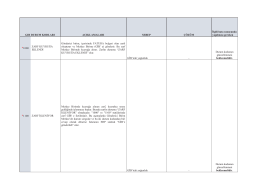
Ders içeriği - Ege Üniversitesi Aliağa Meslek Yüksekokulu
MALZEME BİLGİSİ - Yrd.Doç.Dr.Fatih AY
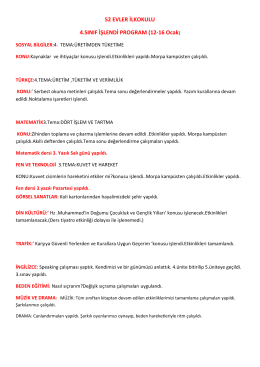
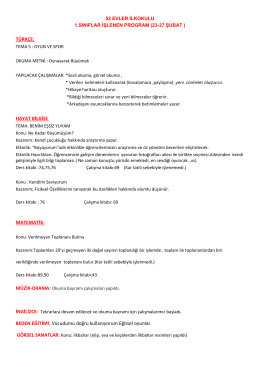
İşlenen Dersler - 52 Evler İlkokulu
bilgisayar programcılığı, otomotiv teknolojisi, makine, tekstil
Temel Kavramlar Atatürk Üniversitesi Açıköğretim Fakültesi 13
GİB Durum Kodları Detayı
- Emu-SCT
İşlenen Dersler - 52 Evler İlkokulu
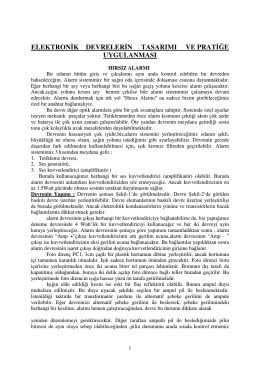
Elektronik Devrelerin Tasarımı ve Pratiğe Uygulanması
mehmet aşker - Solarex İstanbul
Çift Anadal... - Necmettin Erbakan Üniversitesi
Özlem Karaman
fatura durum kodları
ulaşabilirsiniz. - VPA - Sabancı Üniversitesi
29 Eylül 2014 - Deniz Yatırım
İzdüşüm - TeknikBelgeler.com
Optik cihazların bileşenleri
1054 KB
Cuzn30 Pirinç Malzemede Tane Boyutunun Mikro