Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
06.TUCANA 205 - TUSON - nový model 380V - Svářečky
Multifunkční svářecí stroj TIG/MMA/plazma řezačka TUCANA 160
05. PHOENIX40 - TUSON - new - Svářečky
Vysledek
katalog - KÜHTREIBER sro
Návod k použití Křeslo SK1
Mgr. Petr Polák
Katalog Benekov - Tepelná čerpadla|automatické kotle
Multifunkčná zváračka TIG/MMA/plazmová rezačka TUCANA 205
Datový list ke stažení
VETRONICS 711
ARTEK EDICAL AGAZÍN - Martek Medical as
Jak si vybrat nabíječ
NÁVOD K POUŽITÍ
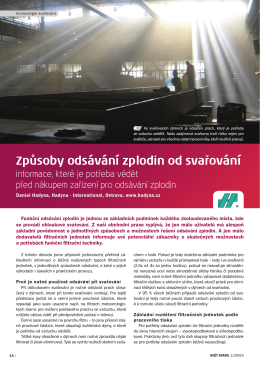
Základní způsoby odsávání zplodin od svařování
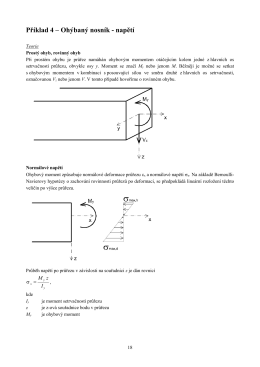
Příklad 4 – Ohýbaný nosník
fc compactline.
Jak vybrat MEDVEDa
Nové myšlenky přicházejí z klidu a radosti Čas
271114 TZ Pohoda na pracovišti
Návod jednoruční pila AMA
Maxim Kopf : Odpusťte, že žiju
BRANKY A BRÁNY - ADH ploty, sro