Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
5847 KB
Logopedie - Doporučená literatura
Kanser Tedavisi ve Üremeye Etkileri
(Teknik Özellikler ve Yaklaşık Maliyet KDV Dahil) 1
İçindekiler - Sakareller
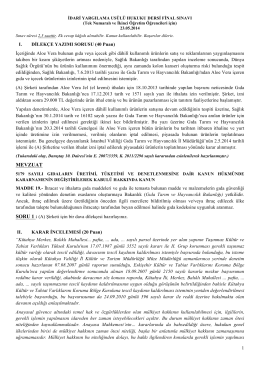
İdari Yargı Final Sınav Sorusu, Örnek Cevap Anahtarı ve Seçilmiş
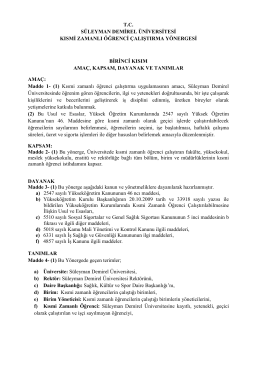
Kısmi Zamanlı Öğrenci Çalıştırma Yönergesi
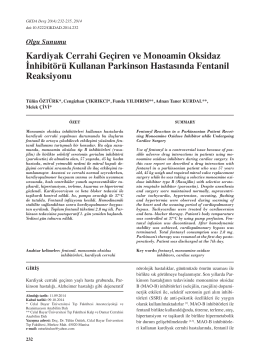
Kardiyak Cerrahi Geçiren ve Monoamin Oksidaz
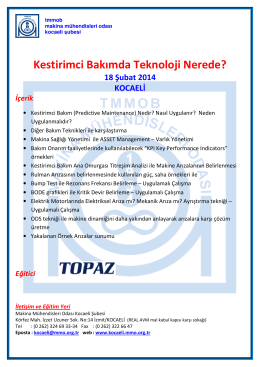
Kestirimci Bakımda Teknoloji Nerede?
BÖLÜM-5 5.1 ÇİFTLENİMLİ SALINICILAR (Coupled Oscillators
Photoshop Kullanma Klavuzu
Ders No:5 Rassal Değişken Üretimi
2014-2015 ÖĞRETİM YILI VEGA ANAOKULU ÖĞRENCİ – VELİ EL
Mağnezyum ve Alaşımları
Kok Bataryalarının Devreye Alınması, İşletilmesi Ve Asgari Çalışma
Sayı 7 - Kadooğlu Holding
1134 KB
Bilecik Adliyesi Şöförlük Sınavı Nihai Başarı Listesi
Üretim Yönetimi Slaytlar
“Yeni Türkiye”si - Makina Mühendisleri Odası
2395 KB
Proje kapsamı
K lim atizacija