Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
MAŠINA ZA SEČENJE POLYKEN TRAKE TIP SM 2.11
Cenovnik biciklističke opreme i delova za bicikle - Vector
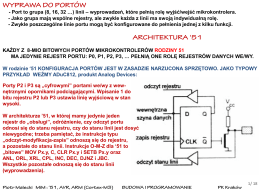
GPIOx_AFRL
Fizika - Departman za fiziku
Zoznam použitých symbolov a skratiek
avr kniha - Svetelektro.com
Výroční zpráva 2012 - ARMATURY Group a.s.
4. GLAVA !"#$ %&` ( %)$#!*%&
Návrh a konštrukcia lekárskych prístrojov
Samoregulační vytápění T2Red
Vážení zákazníci,
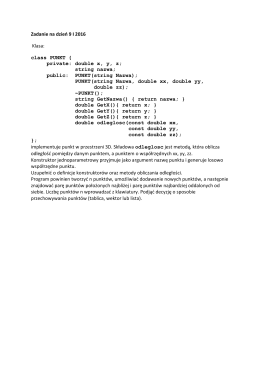
Zadanie na 9.01.2016
www.pvftraders.com
เครื่องพันขดลวด Coil Wiring Machine
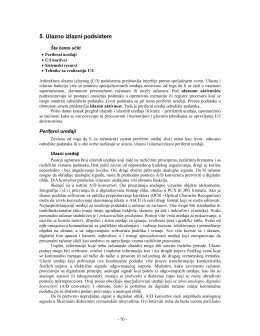
5. поглавље - Улазно излазни подсистем
Plik źródłowy - Urząd Gminy Wyryki
Mikroprocesory AVR Tiny - Střední průmyslová škola Trutnov
Programování mikrokontrolérů ATmega32
POLYKEN 980-25, 955-15 - Gawaplast Slovakia, sro
Električne mašine Zadaci za rad na časovima računskih
Počítadlá / časovače (T/C), časť 1.
Poslední volné byty v novostavbě bytového domu na
Lab_5_instrukcja - Instytut Teleinformatyki