Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
PVD_srpski
Montážní návod
KATALOG PROIZVODA INDUSTRIJA
„Службени гласник РС”, број 143/14
HAHN+KOLB SRBIJA - HAHN+KOLB Werkzeuge GmbH
PDF varijante ovog projekta
titron Špička v lokalizaci chyb kabelů
G570 - PRECITOOL CZ
Esnek Polimerler _ Şişirme ve dökme filmler
Nowoczesne techniki łączenia i zastosowania gumy
Glodanje
Vrlo jednostavno lepljenje
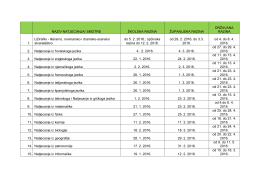
NAZIV NATJECANJA/ SMOTRE ŠKOLSKA RAZINA ŽUPANIJSKA
desertna vina - Restoran Madera Beograd
plastik enjeksiyon kalıplamada çapak miktarının görüntü işleme
propozicije natjecanja - Hrvatski Košarkaški Savez
Vinska karta - cene - Restoran Madera Beograd
reciklaža pet flaša
Cijanoakrilni lepkovi
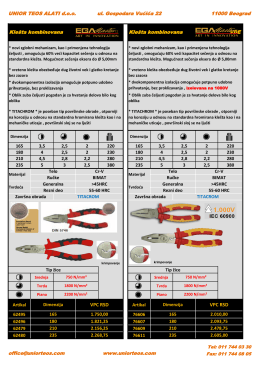
EGA MASTER alati - Unior Teos alati
Katalog povlaků Platit
Preuzmite katalog proizvoda
limenke i kantice za hemiju - Galeb Metal Pack