Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Köprü İşleri
Slayt 1
İlan Metni
Ünite 1 VÜCUDUMUZDAKİ SİSTEMLER
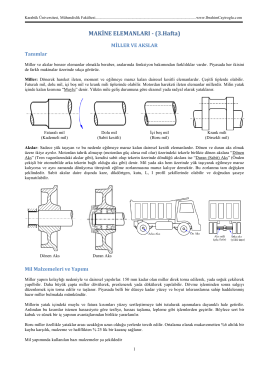
Miller ve Akslar
Lab Deney Kitabı - Mühendislik Fakültesi
ek-4 duzenleme seklınde vekaletname
Gazete 40 - Denizli Ticaret Odası
DÖŞEMELER
pdf formatı
Tarih/ Date: 30.04.2014 Analizler / Analyses
uzaynet abonelik başvuru formu - UzayNet
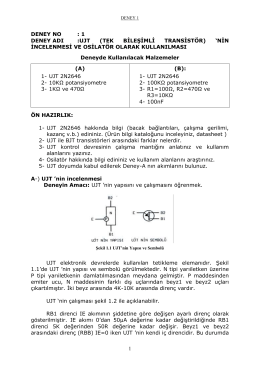
DENEY 1
ÖZEL BETONLAR
Gazete 20 - Denizli Ticaret Odası
Slayt 1
15 Mesleki yeterlik-1
24.Jul.2014
ALES Endüstriyel Sızdırmazlık Elemanları Sanayi ve Ticaret Ltd.Şti
1. hafta_temel olcme bılgısı_2014-2015
İndir
Faaliyetler - Çevre ve Şehircilik Bakanlığı
Doğalgaz ve Petrol Profiller Kataloğu